液压系统常见故障诊断与排除
出处:按学科分类—工业技术 北京理工大学出版社《新编液压工程手册下册》第2336页(6521字)
液压执行机构不能正常工作,例如没有运动、运动不稳定、运动方向不正确、运动速度不符合要求、动作顺序错乱、力输出不稳定、爬行等许多故障现象,无论具体是什么缘故,往往可根据压力和流量这两个基本的工作参数能查到故障原因并加以排除。一般来说,若系统工作压力不正常,则可能液压泵、压力控制阀等有故障;若系统中流量不正常,则可能液压泵、流量控制阀等有故障。
(1)压力不正常
液压系统中,工作压力不正常主要表现在工作压力建立不起来,或工作压力升不到调定值,致使液压系统不能正常工作,甚至运动件处于原始位置不动。
图39.3-6所示为液压系统工作压力不足的基本逻辑诊断框图。图39.3-7所示为液压系统工作压力不正常的原因诊断与排除框图。

图39.3-6 压力不足逻辑诊断流程图

图39.3-7 压力不正常的原因诊断与排除方法框图
a-更换滤油器,更换系统中的油液;b-拧紧漏油的连接件,将油箱中油液加到规定的油位,排除系统内的空气;c-检查漏油情况,将压力增至设定要求,排除出现的故障;d-调整;e-修理或更换
(2)流量不正常
在液压系统中,执行机构的运动速度应满足负载所要求的速度范围;低速时不出现爬行现象;高速时不产生液压冲击现象;调速呈线性规律变化;变负载下速度变化小;速度转换时平稳;往复速度差小等要求。在实际工作中,如果执行机构出现不符合上述速度要求时,往往可从“流量不正常”去进行故障诊断。
图39.3-8所示为液压系统工作流量不足的基本逻辑诊断框图。图39.3-9所示为液压系统流量不正常的原因诊断与排除方法框图。

图39.3-8 流量不足逻辑诊断框图

图39.3-9 流量不正常的原因诊断与排除方法框图
a-采用以下某一种或全部措施:①更换滤油器,清洗堵塞的入口,②清洗油箱通气孔,③将油箱中的油液加至规定油位,④修理或更换补油泵;b-拧紧漏油联接件;c-检查损坏的泵或泵的驱动装置,更换或调整联轴器;d-调整;e-修理或更换;f-检查手动操作控制装置,检查滑阀控制线路,修理或更换;g-反向旋转;h-更换合适的装置
(3)液压冲击
在液压系统中,液体流动方向的迅速改变或停止流动,如换向阀迅速换向、液压缸或液压马达迅速停止运动或改变运动速度,使得液流速度迅速改变,这样流动液体的惯性便引起系统内压力某一瞬间急剧上升,形成一个油压峰值,这种现象称为液压冲击。
液压冲击不仅影响液压系统的性能稳定和工作可靠性,还会引起剧烈地振动和噪声,造成联接件松动,管路破裂,液压元件和测量仪表损坏。在高压大流量液压系统中液压冲击造成的不良后果更为严重。因此研究消除或减轻液压冲击,对提高液压系统的性能有着非常重要的意义。
图39.3-10所示为液压系统中产生液压冲击的逻辑诊断方框图。
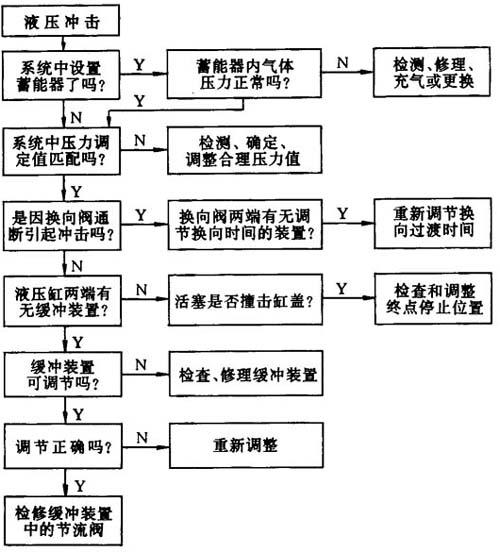
图39.3-10 液压冲击故障逻辑诊断框图
(4)运动不正常
前面已分析了流量不正常对液压系统执行机构运动的影响,而引起运动不正常不仅仅是流量因素,很多其它原因都容易导致运动不正常。因此运动不正常是液压系统综合性故障,必须综合起来研究其产生的原因与排除方法。
图39.3-11所示为液压系统工作机构运动不正常的原因诊断与排除方法框图。

图39.3-11 运动不正常的综合原因与排除框图
a-油液温度可能过低,或油液太脏应更换成洁净的液压油,使油液的粘度合适;b-找出卡死部位,针对卡死原因进行修理的排除;c-调整,修理或更换;d-清洗,调节或埸换,检查系统中油液或滤油器状况;e-修理或更换;f-修理控制台或检查内部线路;g-加润滑油;h-调整,修理或更换补偿阀
(5)噪声过大
过大噪声的逻辑诊断流程图见图39.3-12。

图39.3-12 过大噪声的逻辑诊断流程图
引起噪声的原因之一是系统中含有空气,其原因和排除方法见图39.3-13。

图39.3-13 油液中进入空气的原因与排除方法框图
过大噪声的原因诊断与排除方法见图39.3-14。

图39.3-14 过大噪声的原因诊断与排除方法框图
泵的气穴原因诊断与排除框图见39.3-15。

图39.3-15 泵的气穴原因诊断与排除框图
(6)过分振动
振动的产生原因是多方面的。一个液压系统出现剧烈振动,往往是故障的先兆,最终导致系统不能正常运动,甚至完全停机。图39.3-16所示为振动的逻辑诊断框图。

图39.3-16 过大振动的逻辑诊断框图
(7)过高的温度
液压系统温度过高,油液粘度显着下降,泄漏加剧,液压泵及整个液压系统效率显着降低。另外,由于粘度下降,滑移部位油膜被破坏,摩擦阻力增加,磨损加剧,于是又引起发热。同时,低粘度液压油流过节流元件时,元件特性要发生变化,造成压力、速度调节不稳定。
液压系统油液温度过高,将引起膨胀系数不同的运动副间隙变化。间隙增大造成泄漏增加;间隙减小将引起运动件动作不灵,甚至卡死。
油液温度过高,油液氧化加剧,导致油液使用寿命降低。石油基油液将会形成胶状物质,在过热的元件表面上形成沉淀物,并易堵塞各种阀的控制小孔,使之不能正常工作。水油乳化液过热时,将会分解而失去工作能力。
温度过高的油液使橡胶密封件、软管等早期老化失效而降低使用寿命。
所以温度过高是液压系统的重要故障先兆,其逻辑推理诊断如图39.3-17所示。其产生原因与排除方法如图39.3-18所示。

图39.3-17 温度过高逻辑诊断流程图

图39.3-18 温度过高故障排除框图
a-检查支承与密封状况,检查超出设计要求的负荷;b-安装上压力表,调至正确压力;c-修理或更换;d-清洗或更换滤油器,更换合适粘度的油液,加油至规定油位;e-清洗,修理或更换冷却器及其控制阀
(8)泄漏
在液压系统中,油液泄漏是一个不可忽视的问题。如果过多的泄漏得不到解决,将会影响液压设备的正常应用和液压技术的发展。具体地说,泄漏引起的问题有以下几种:
·系统压力调不高;
·执行机构运动速度不稳定;
·系统发热;
·元件容积效率低;
·能量、油液浪费;
·污染环境;
·引起控制失灵;
·可能引起火灾。
一般地说,产生泄漏的原因有设计、制造以及密封件方面的问题,也有设备维护、保养等管理方面的问题。
过多泄漏也是故障先兆之一,其逻辑推理诊断如图39.3-19所示。

图39.3-19 液压系统过多泄漏的逻辑诊断框图
(9)爬行
爬行是液压系统中经常出现的不正常运动状态。轻微时出现目力不易觉察的振动,严重时将出现大距离的跳动。
液压系统中的爬行现象是很有害的,特别是在磨床液压系统中,执行机构出现爬行,就不会磨削出合格的工件。对工作位置要求很高的机床产生爬行,很难实现精确定位。因此消除爬行现象对于改善液压系稳定性和提高机床加工精度是非常重要的。
爬行现象一般发生在低速运动工况,多半与载荷大小、滑动表面的面压、运动件卡滞,以及供油状况等有关。爬行现象除应查明油液本身问题外,还应对外部条件进行检查,进行综合分析。图39.3-20所示为爬行故障逻辑诊断框图。利用此图可以从总体上知道爬行产生的主要原因和控制的主要途径。爬行也可以用图39.3-4鱼刺图进行分析。

图39.3-20 爬行故障逻辑诊断框图
(10)液压卡紧
液压元件一般都是采用圆柱滑阀结构,阀芯和阀体从理论上讲应该完全同心,因此不管在多大压力下工作,移动阀芯所需的力只须克服粘性摩擦力就行,数值上应该是很小的(0.5~5N)。但实际情况并非如此,特别在中高压系统中,当阀停止运动一段时间后(一般约为5min),有时这个阻力可以大到几百牛顿,使阀芯移动十分费劲,甚至完全卡死,使阀动作失灵,这就是所谓液压卡紧现象。
A.液压卡紧产生的主要原因
·径向力不平衡引起的液压卡紧。这就是滑阀副几何形状的误差和同心度变化引起的径向不平衡液压力造成的液压卡紧。
·油液中极性分子的吸附作用。不平衡径向力使阀芯向阀孔一边靠近,产生阻碍阀芯运动的摩擦力。间隔一段时间后,轴向卡紧力突然增加,甚至在卸压后仍然紧密地粘附在孔壁上,这是由于油液中的极性分子阻塞所致。
·油液中杂质楔入配合间隙。油液中的污垢颗粒和缝隙阻塞现象也是引起液压卡紧的重要原因。如果使用过滤精度为10μm左右的滤油器就能有效地防止卡死现象。
·滑阀移动时的附加阻力。与径向力产生的同时,有时阀芯与阀套在工作压力下产生弹性变形的附加阻力,以及在阀芯和阀套间隙中液体边界层产生的附加阻力,这些阻力使阀芯运动产生轴向卡紧。
·干式电磁阀上的电磁推杆偏斜。干式电磁换向阀上的电磁铁推杆采用动密封,摩擦阻力较大,且阀芯两端中心孔大而推杆尺寸小,推杆插入阀芯中心孔后倾斜,使阀运动不灵活,甚至不能换向而卡死。
·阀芯、阀孔加工质量较差。液压卡紧的首要原因是滑阀副几何形状误差和同心度变化引起的径向力不平衡。而这些误差都与加工质量有密切关系。
·减小液压卡紧力的主要措施
·在阀芯台肩上开均压槽。
·使阀芯环面略带顺锥度。
·提高机械加工和装配质量。
·在高灵敏度重要液压系统中,采用电磁或机械手段使阀芯高频振动。
(11)气穴现象
一般矿物油中能溶解6%~12%的空气(按体积算)。油液中溶解的空气量与油液的绝对压力成正比。油液在液压系统中流动时,流速高的区域压力很低,当低于工作温度下的空气分离压时,溶解于液体中的空气将大量分离出来,形成气泡。这些气泡以原有的气泡为核心逐渐生成扩大。同时,当油液中某一点的压力低于当时温度下油液的空气分离压时,油液将沸腾汽化,也在油液中形成气泡。这两种情况都将气泡混杂在液体中,形成气穴,使充满管道或元件中油液成为不连续状态,这种现象称气穴现象。
由于气穴现象产生的气泡随着液体运动到高压区时,气泡在周围压力油的冲击下,其体积迅速缩小直至溃灭。在溃灭中心可产生极高压力和高温,同时产生振动和噪声。液压元件表面长期受高压、高温作用,又由于从液体中游离出氧气,具有较强的氧化作用,零件表面逐渐被腐蚀,严重时剥落成小坑,呈蜂窝状,使液压元件寿命降低。这种因气穴现象而产生零件腐蚀称为气蚀。
气穴和气蚀是液压系统中常出现的故障现象,危害很大。除产生噪声和振动外,还由于破坏了液体的连续性,降低了流道的通油能力,容积效率降低,使压力和流量波动,最终造成液压系统工作不稳定。
液压泵是容易产生气穴现象的主要元件,其原因与排除方法如图39.3-21所示。溢流阀在溢流口,节流阀在节流口都易产生气穴现象。
通常防止气穴产生的主要原则是:

图39.3-21 泵的气穴原因诊断与排除框图
·防止局部压力过低。为此目的,应通过合理的结构设计和系统的安装维护,把液体中的最低压力限制在空气分离压以上,这样既防止混入空气形成气穴,也能防止液体汽化形成气穴。
·降低液体中气体的含量也是防止气穴现象产生的措施之一。管接头及液压元件的密封处密封要良好,以防止空气侵入;吸油管口应防止吸入气泡。另外,减少油液中的机械杂质也是降低空气含量的措施之一,因机械杂质的表面上通常附有一薄层的空气。