实心焊丝
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第90页(2266字)
(一)钢焊丝的牌号及其化学成分
根据GB/T 14957-1994《熔化焊用钢丝》、GB/T 5293-1999《埋弧焊用碳钢焊丝和焊剂》、GB/T 17854-1999《埋弧焊用不锈钢焊丝和焊剂》、GB/T 5293-1999《埋弧焊用碳钢焊丝和焊剂》及YB/T 5092-1996《焊接用不锈钢丝》的规定,实心焊丝的牌号表示方法如下:

各类实心钢焊丝的牌号及化学成分见表2.2-1
表2.2-1 焊接用钢丝牌号及化学成分

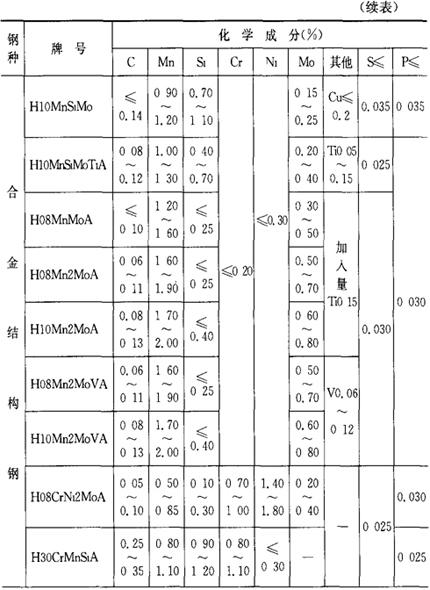




注:本表汇集了GB/T 14957-1994,GB/T 14958-1994和YB/T 5092-1996中的相关内容。
(二)气体保护焊用碳钢、低合金、钢焊丝
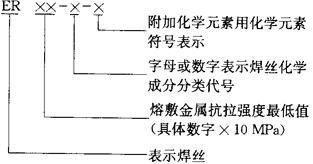
根据GB/T 8110-1995《气体保护焊用碳钢、低合金钢焊丝》的规定,焊丝的型号表示方法如下:
各类气体保护电弧焊焊丝的型号、成分及性能见表2.2-2及表2.2-3。
表2.2-2 气体保护电弧焊用碳钢、低合金钢焊丝的型号及化学成分(%)



注:1.焊丝中铜含量包括镀铜层。
2.型号中字母“L”表示含碳量低的焊丝。
3.表中内容摘自GB/T 8110-1995标准。
表2.2-3 气体保护电弧焊用碳钢、低合金钢焊丝熔敷金属力学性能


注:1.ER50-2,ER50-3,ER50-4,ER50-5,ER50-6,ER50-7型焊丝,当伸长率超过最低值时,每增加1%,屈服强度和抗拉强度减少10MPa,但抗拉强度最低值不得小于480MPa,屈服强度的最低值不得小于400MPa。
2.表中内容摘自GB/T 8110-1995标准。
(三)铸铁焊丝
根据GB 10044-1988《铸铁焊条及焊丝》规定其型号及牌号表示方法分别如下:

型号最后两个字母以“C”(灰铸铁)、“CH”(合金铸铁)、“CQ”(球墨铸铁)来表示熔敷金属类型。
焊丝牌号表示方法如下:

铸铁焊丝主要用于气焊,其型号、牌号及成分列于表2.2-4。
表2.2-4 铸铁焊丝化学成分 (%)
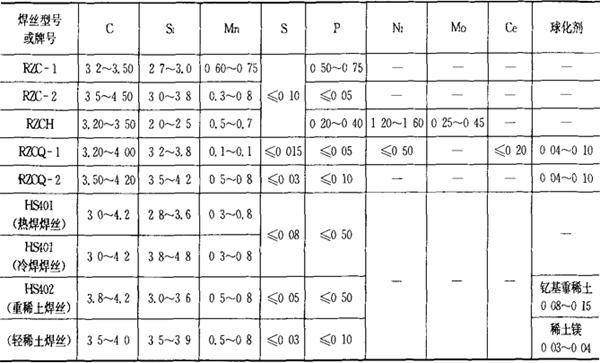
注:铸铁焊丝的型号(RZC×-×)及化学成分,是根据GB10044-1988《铸铁焊条焊丝》编入。而铸铁焊丝的牌号(HS4××)及化学成分,是根据《焊接材料产品样本》编入,没有牌号的为非标准焊丝。
(四)有色金属焊丝
1.铜及铜合金焊丝
根据GB/T 9460-1988《铜及铜合金焊丝》规定,其牌号、成分列于表2.2-5。
表2.2-5 铜及铜合金焊丝


注:①在规定的范围内允许制造厂选择加入。
②杂质元素总和包括带*号的元素含量之和。
2.铝及铝合金焊丝
根据GB 10858-1989《铝及铝合金焊丝》规定,其型号表示方法如下:
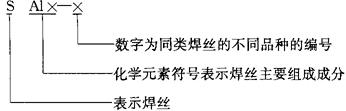
铝及铝合金的型号、牌号、性能及用途详见表2.2-6。
表2.2-6 铝及铝合金焊丝
