钎焊方法的分类
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第284页(896字)
钎焊接头的质量与所选用的钎焊方法、钎焊材料(如钎剂、钎料等)和工艺参数等有关。按照不同的特征和标准,钎焊方法有以下几种分类方式。
(1)按照所采用钎料的熔点可将钎焊分为两类,钎料熔点低于450℃时称为软钎焊,高于450℃时称为硬钎焊。
(2)按照钎焊温度的高低可分为高温钎焊、中温钎焊和低温钎焊,温度的划分是相对于母材熔点而言。例如:对钢件来说,加热温度高于800℃称为高温钎焊,550~800℃之间称为中温钎焊,加热温度低于550℃称为低温钎焊;但对于铝合金来说,加热温度高于450℃称为高温钎焊,300~450℃之间称为中温钎焊,加热温度低于300℃称为低温钎焊。
(3)按照热源种类和加热方法的不同可以分为:火焰钎焊、炉中钎焊、感应钎焊、电阻钎焊、浸渍钎焊、气相钎焊、烙铁钎焊及超声波钎焊等。
(4)按照去除母材表面氧化膜的方式可以分为:钎剂钎焊、无钎剂钎焊、自钎剂钎焊、气体保护钎焊及真空钎焊等。
(5)按照接头形成的特点可分为:毛细钎焊和非毛细钎焊。液态钎料依靠毛细作用填入钎缝的情况称为毛细钎焊;毛细作用在钎焊接头形成过程中不起主要作用的称为非毛细钎焊。接触反应钎焊和扩散钎焊是最典型的非毛细钎焊过程。
(6)按照被连接的母材或钎料的不同,可分为:铝钎焊、不锈钢钎焊、钛合金钎焊、高温合金钎焊、陶瓷钎焊、复合材料钎焊,以及银钎焊、铜钎焊等。
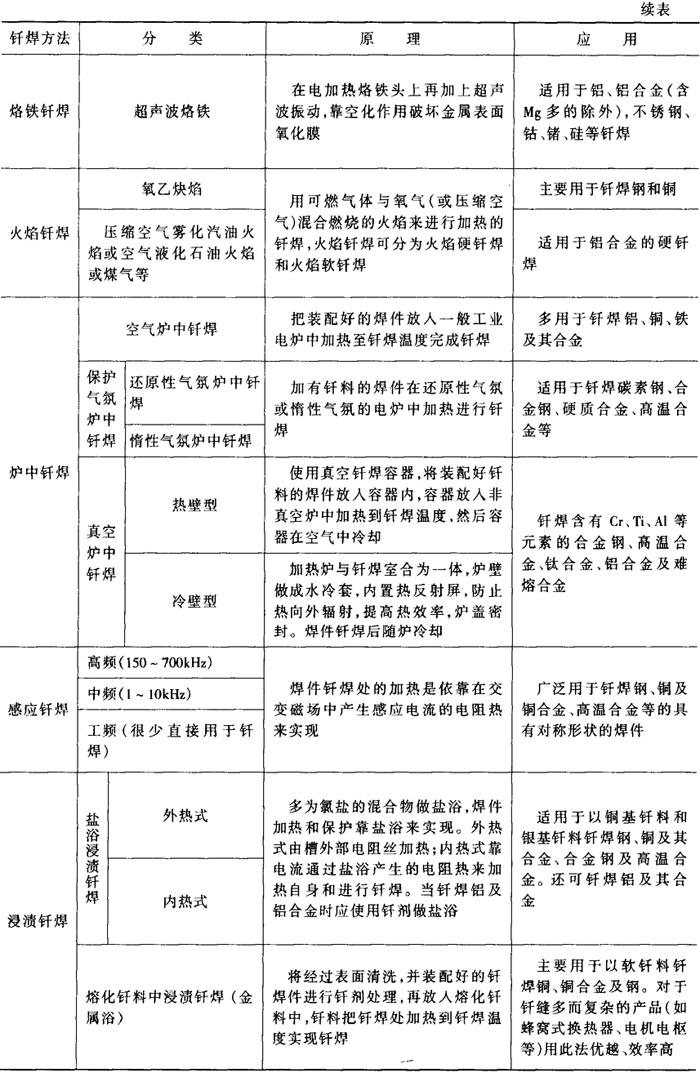
常用的钎焊方法分类、原理及应用如表1-9-1所示。
表1-9-1 常用钎焊方法分类、原理及应用[2]


上一篇:参考文献
下一篇:实用焊接技术手册目录