低温钢的焊接工艺
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第513页(6777字)
低温钢焊接时,手工电弧焊和氩弧焊的应用较广,埋弧自动焊的应用受到限制,一般不采用气焊和电渣焊。为使焊接接头具有良好的低温韧性,焊接线能量不能过大。埋弧自动焊的热量输入比手工电弧焊大,故焊缝及过热区的组织也比手工电弧焊的粗大;氩弧焊的电弧热量集中,焊接时冷却速度快,焊接接头性能较好。
焊接坡口及坡口两侧10~20mm范围内的水、油、锈、氧化皮等必须清理干净。装配好的工件应及时焊接。焊接环境温度不得低于允许的最低施焊温度,通常不得在小于-5℃或-10℃温度下施焊。雨天或天气十分潮湿(相对湿度在90%以上),遇有强风或风速在10m/s以上时,不得在现场施焊,除非采取适当的防护措施,如升温、防潮、防风等。
为使低温钢焊接接头具有良好的低温韧性,应严格控制焊接线能量。通常采用快速多道焊,并通过多层焊的再热作用细化晶粒,如焊接06MnNbDR低温钢时,层间温度不大于300℃。
(一)手工电弧焊
1.焊条的选用
根据低温焊接结构的工作条件,所选用的焊条能使焊缝金属达到不低于母材经过焊接加工后的最低韧性水平。对于承受交变载荷或冲击载荷的焊接结构,焊缝金属应具有较好的抗疲劳断裂性能、良好的塑性和抗冲击性能。对于接触腐蚀介质的焊接结构,应使焊缝金属的化学成分与母材大致相同,或采用能保证焊缝及熔合区的抗腐蚀性能不低于母材的焊条。对于具有强磁性的9%Ni钢,为防止焊接时的磁偏吹现象,应考虑采用既能满足使用性能要求而又能进行交流焊接的焊条。
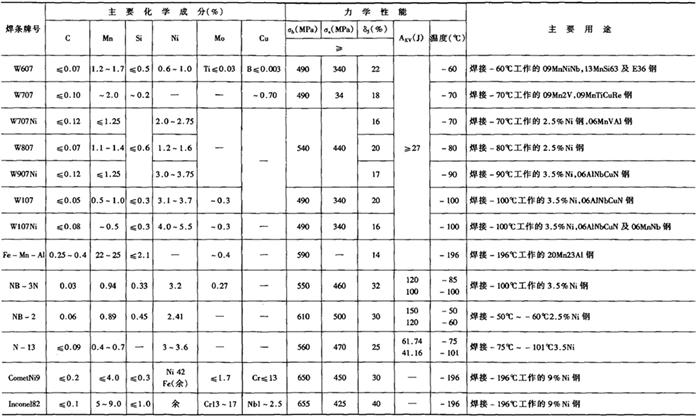
异种钢低温钢焊接时,应选择与低温韧性较高的钢材相匹配的焊条。必要时可选用适应性较强、塑性和韧性优良的焊条,如镍基合金焊条,或在坡口上堆焊合金过渡层等。常用低温钢焊条的化学成分、接头的力学性能及用途见表2-3-73。
表2-3-73 常用低温钢焊条的化学成分、接头的力学性能及用途[1,3,13]
2.焊接工艺
低温钢焊接一般要求采用较小的焊接线能量,选用的焊条直径不宜过大,一般不大于4mm。对于开坡口的对接焊缝、丁字焊缝和角接焊缝,为获得良好的焊透性和背面成形,封底焊时应选用小直径焊条,一般不超过3.2mm。尽量选用较小的焊接电流,以降低焊接线能量,保证接头有足够的低温韧性。低温钢手工电弧焊平焊时的工艺参数见表2-3-74,横焊、立焊和仰焊时使用的焊接电流应比平焊时小10%。焊接时应采用多层多道焊,每一焊道焊接时采用快速不摆动的操作方法,减小焊接热量输入,提高低温钢焊接接头的塑性和韧性。
表2-3-74 低温钢手工电弧焊平焊时的工艺参数

对于低温钢焊结构来说,应在坡口内擦划引弧,一般不允许工件表面有电弧擦伤。应避免采用慢速大幅度摆动的操作方法,通常采用快速直线焊。在横焊、立焊和仰焊时,为保证获得良好的焊缝成形并与母材充分熔合,可做必要的摆动,可采用“之”字形运条方法,但应控制坡口两侧停留的时间。收弧时要将熔池填满,注意电弧不要擦伤工件表面,避免产生较深的弧坑和裂纹。
采用单面焊双面成形技术时,应当控制坡口尺寸和间隙的加工装配精度,焊接过程中在熔池前端保持一个熔孔,熔孔直径应控制在焊条直径的0.5~1.5倍之间。
(二)埋弧焊
1.焊材(焊丝和焊剂)的选择
低温钢要求在较低的使用温度下具有足够的韧性及抗脆性破坏的能力,应选用碱性焊剂,焊丝应严格控制含碳量,S、P含量应尽量低。目前常选用烧结焊剂配合Mn-Mo或含Ni焊丝;如采用C-Mn焊丝,应配合非熔炼焊剂,通过焊剂向焊缝过渡微量Ti、B合金元素,以保证焊缝金属的低温韧性。表2-3-75给出了常用低温钢埋弧焊时焊剂与焊丝的组合。
表2-3-75 常用低温钢埋弧焊时焊剂与焊丝的组合举例

低温钢埋弧焊焊材合金系的选择与手工电弧焊时相同。对于2.5%Ni钢、3.5%Ni钢选用2.5%Ni焊丝和3.5%Ni焊丝。9%Ni钢一般选用镍基焊丝Ni-Cr-Nb-Ti、Ni-Cr-Mo-Nb、Ni-Fe Cr-Mo等。2.5%Ni焊丝、3.5%Ni焊丝及9%Ni焊丝的化学成分见表2-3-76。
表2-3-76 2.5%Ni焊丝、3.5%Ni焊丝及9%Ni焊丝的化学成分[13]

低温钢用埋弧焊焊剂常采用碱性焊剂或中性焊剂,以使焊缝金属具有良好的低温韧性。HJ431配合以H08A、H08MnA、H08MnMo焊丝,可用于焊接-40℃工作的16MnR钢。HJ250配合以H08Mn2MoVA、H08MnMoVTi焊丝,可用于焊接-70℃工作的09Mn2VR、09MnTiCuRe钢。采用直流电源,焊丝接正极,电弧稳定,焊接工艺性良好,焊缝金属具有良好的低温韧性。HJ173是无Mn、低Si、低F焊剂,配合以Fe-Mn-Al焊丝使用。
焊前应对焊丝表面的铁锈和油污等进行清理。焊剂使用前必须烘干,碱性焊剂300~400℃×2h,酸性焊剂250℃×1~2h。焊剂烘干后应立即使用。
2.焊接工艺
为保证良好的焊缝成形和接头的低温韧性,低温钢埋弧焊应采用尽可能小的焊接线能量,焊接电流和焊接电压不能过大。一般采用Φ3mm的焊丝,焊丝伸出长度一般为30~40mm,焊接电流为350~450A,焊接电压26~32V。埋弧自动焊时,焊接线能量应控制在28~45kJ/cm。对于-40~-105℃低合金铁素体低温钢,应将焊接线能量控制在20~25kJ/cm以下,层间温度≤100~200℃,对于-196℃低碳马氏体9Ni钢,应将焊接线能量控制在35~40kJ/cm以下,层间温度≤100~200℃。常用低温钢埋弧焊的焊接工艺参数见表2-3-77。
表2-3-77 低温钢埋弧自动焊的焊接工艺参数

由于受焊接线能量的限制,低温钢焊接中一般不采用单面焊双面成形技术,通常采用加衬垫的单面焊技术。对接接头坡口为单面V形或U形坡口。焊接时,先用手工电弧焊或TIG焊封底,然后再用埋弧自动焊焊接。第一层封底焊时,若出现裂纹时必须铲除重焊。为减小焊接线能量,通常采用细丝多层多道焊接,应严格控制层间温度,不可过热。
(三)氩弧焊
1.钨极氩弧焊(TIG)
低温钢TIG焊接时可填充焊丝,也可不填充焊丝。可进行手工操作或自动焊接,一般采用直流正接法,主要用于焊接薄板和管子,以及进行封底焊接。低温钢TIG焊的喷嘴直径为8~20mm;钨极伸出长度为3~10mm;喷嘴与工件间的距离为5~12mm;气体的流量为3~30L/min。
焊接电流应根据工件厚度及对线能量的要求而定。焊接电流不能过大或过小。若电流过大,易产生烧穿和咬边等缺陷,并且使接头过热而降低低温韧性。电弧电压如增大较多,易形成未焊透,并影响气体保护效果。手工TIG焊时,应保持焊速均匀。焊速过快,易造成未焊透,焊接过程不稳定;焊速过慢,易形成气孔并使焊接接头过热,降低低温韧性。所以低温钢焊接时,应在保证熔透、具有一定熔深、且不影响气体保护效果的前提下,尽量采用较快的焊接速度,保证接头的韧性不降低。
氩弧焊常用的保护气体是纯氩气,还有Ar+He、Ar+O2、Ar+CO2等混合气体。TIG焊时,氦的加入量可增加到60%,O2加入量为2%,CO2加入量为5%~10%。自动TIG焊焊丝的化学成分见2-3-78。对于C-Mn钢,可选用Ni-Mo焊丝,3.5%Ni钢可选用4NiMo焊丝。9%Ni钢可选用高镍焊丝,如Ni-Cr-Ti、Ni-Cr-NbTi、Ni-Cr-Mo-Nb等,即Incone192、Incone182、Inconel625等焊丝。采用10Ni焊丝,所获得的焊缝金属屈服强度达784MPa,-196℃V形缺口冲击功达83.3J。
表2-3-78 自动TIG焊焊丝的化学成分

根据低温钢的结构特点,可采用自动送丝的TIG焊法。采用这种焊接方法时,焊接过程中没有飞溅,焊缝窄,两面焊时不清根,焊丝用量少。9%Ni钢贮罐板的立焊、仰焊,多采用自动TIG焊法,而且是单面焊,背面不再清根。9%Ni钢采用高Ni合金焊丝自动TIG焊焊接接头的力学性能见表2-3-79。
表2-3-79 9%Ni钢自动TIG焊焊接接头力学性能[13]

自动TIG焊立焊的焊接工艺参数为:焊丝Φ1.2mm,焊接电流200~250A,焊接电压11~13V,焊接速度3~5cm/min,氩气流量40L/min,机头摆动周期15~30次/min,两端停留时间为0.3~0.6s。单面焊时,焊接电流为200~240A,焊接电压11~13V,焊接速度4.3~5cm/min,氩气流量40L/min,焊接线能量为32.2kJ/cm。
2.熔化极氩弧焊(MIG)
熔化极氩弧焊(MIG焊)的熔滴过渡形式有短路过渡、滴状过渡和射流过渡三种。采用射流过渡焊接低温钢时,应控制焊接线能量不宜太大。MIG焊对熔池的保护效果要求较高,保护不良时焊缝表面易氧化,故喷嘴直径及氩气流量比TIG焊大。常用的喷嘴直径为22~30mm,氩气流量为30~60L/min。若熔池较大而焊接速度又很快时,可采用附加喷嘴装置,或用双层气流保护,也可采用椭圆喷嘴。MIG焊时,氦气的加入量一般不超过10%,否则易产生飞溅。
根据低温钢对焊接热循环的敏感程度、所要求的熔滴过渡形式决定焊接电流和焊接电压的大小,同时应考虑工件厚度、接头和坡口形式、焊接位置等。为获得优良的低温钢焊接接头,要合理地控制焊接线能量,焊丝直径一般在3mm以下。短路过渡时用小直径焊丝,射流过渡或滴状过渡时所用焊丝直径可稍大些。注意根部焊道的工艺参数不同于中间焊道和盖面层焊道。9%Ni钢MIG焊的焊接工艺参数见表2-3-80。
表2-3-80 9%Ni钢MIG焊的焊接工艺参数

MIG焊时要选择适当的工艺参数,以获得所需要的熔滴过渡形式,使焊缝成形良好、熔深合适。短路过渡时注意焊炬的操作位置,使电弧略为朝前对向母材而不要直接对向熔池。在各种不同位置进行多层多道焊时,应注意各层焊道的合理布置和焊接顺序,选择不同的焊接参数。为保证根部焊道的质量,可采用控制焊炬与工件夹角及摆动焊炬的方法进行焊接。
3.钨极脉冲氩弧焊(TIG脉冲焊)
TIG脉冲焊的焊接线能量较小,熔池尺寸小,热影响区窄,可得到组织细小、充分熔透的焊缝。用于焊接薄板-管子及进行封底焊时,与普通TIG焊相比,焊接质量得到明显改善。
TIG脉冲焊的工艺参数除脉冲电流波形、脉冲电流幅值和脉冲宽度、基值电流、脉冲频率外,其他与普通TIG焊大致相同。脉冲电流幅值与脉冲宽度是确定焊接线能量和影响熔深的主要参数。基值电流反映了焊接电流的波动值,起着维持电弧稳定燃烧的作用。低温钢焊接时,为减小焊接线能量及薄板焊接时的变形,一般采用较小的基值电流。脉冲频率的选择取决于板厚和焊接速度,对于同一厚度的板材,当提高焊接速度时,必须增加脉冲频率。
TIG脉冲焊一般采用直流进行焊接,常用的是正弦波脉冲电流、矩形波脉冲电流以及高频脉冲电流等波形。正弦波脉冲电流的频率只有50Hz、100Hz两种,工艺适应性差。矩形波脉冲电流可在较大的范围内调节,脉冲频率可在2~126Hz范围内调节,脉冲宽度与脉冲周期之比为10%~90%。高频脉冲电流的脉冲频率高达1000~2500Hz。
低频TIG脉冲焊适用于单面焊双面成形工艺,经周期性的熔池加热和冷却,能保证焊透而不烧穿,其脉冲频率一般不超过3Hz。高频TIG脉冲焊可保证在小电流薄板焊接时电弧具有较大的刚性,适合于高速焊接并可获得高质量的焊缝。Cr-Ni奥氏体低温钢管TIG脉冲焊的焊接工艺参数见表2-3-81。
表2-3-81 Cr-Ni奥氏体低温钢管TIG脉冲焊的焊接工艺参数

4.熔化极脉冲氩弧焊(MIG脉冲焊)
MIG脉冲焊可使焊接电流以一定的频率变化,控制熔滴有节奏地过渡到熔池中去。由于脉冲电流及熔滴过渡是间歇而又可控的,因而与普通MIG焊相比,在工艺上具有许多优点。高的脉冲电流和低的基值电流相配合,可获得较大的熔深而又保持较小的焊接线能量,熔池体积小、热影响区窄,特别适用于对焊接热循环敏感的低温钢。
较高的脉冲电流可增加熔滴的过渡力,不论仰焊或立焊都能迫使熔滴沿着电弧轴向过渡,焊缝成形好、飞溅小、有利于实现全位置焊接。脉冲电流对熔池金属有一定的振动搅拌作用,可以改善熔池的结晶组织并有利于消除气孔。MIG脉冲焊时,加入25%的氦气可同时适用于短路过渡和射流过渡,具有极好的适应性。
MIG脉冲焊采用的脉冲电流波形较多,常用的是正弦波脉冲电流和矩形波脉冲电流。正弦波脉冲电流的特点是:焊接电流由脉冲电流与基值电流叠加而成;每发生一个脉冲,自焊丝向熔池过渡一个熔滴。选择工艺参数时必须保证脉冲与熔滴过渡同步,这样才能获得稳定的焊接过程。矩形波脉冲电流的特点是可在较宽的范围内对脉冲频率、脉冲电流幅值和宽度等参数进行调节,工艺适应性比正弦波脉冲电流好,在低温钢全位置焊接中应用较为广泛。焊接电流同样由脉冲电流和基值电流叠加而成。采用矩形波脉冲电流时,熔滴过渡情况视脉冲电流而定,每一个脉冲可以过渡一个熔滴,也可以过渡数个熔滴,能获得稳定的焊接过程。
选择脉冲参数时,一般根据被焊钢材和工件厚度,选用合适的焊丝直径和脉冲频率。低频适用于薄板和细焊丝;高频适用于厚板和粗焊丝。然后根据焊丝直径,确定脉冲电流幅值。自动脉冲MIG焊的焊接工艺参数为:焊丝(70Ni-Mo-W和60Ni-Mo-W)直径Φ1.2mm,焊接电流70~100A,焊接电压20~21V,单面焊时的焊接速度为3.5~4.6cm/min,保护气体为Ar+5%CO2的混合气体,流量为25L/min;双面焊的焊接速度为4.2~5.5cm/min;单面焊和双面焊的平均焊接线能量为29.9kJ/cm和25.2kJ/cm。