珠光体钢与奥氏体钢的焊接
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第605页(2163字)
1.珠光体钢与奥氏体钢的焊接性
(1)焊缝易出现脆性马氏体组织。
(2)在毗邻珠光体钢一侧熔合区的焊缝金属中,形成一层与内部焊缝金属成分不同的过渡层,降低熔合区塑性。
(3)碳的扩散迁移对接头的常温和高温瞬时强度的不良影响较小,但对持久强度影响较大,而且断裂大部分发生在熔合区脱碳层上,在高温下长期运行,脱碳层上还容易产生晶间腐蚀。
采用含强烈碳化物形成元素的珠光体钢做过渡段;在珠光体钢焊接坡口上堆焊一层保护性过渡层;采用镍基焊接材料等工艺措施可以防止或减小扩散层。
(4)产生热应力,热应力是影响接头强度和产生热疲劳的重要原因。
2.焊接工艺
(1)焊接方法 珠光体钢与奥氏体钢焊接时,一般常规的焊接方法均可采用。选择焊接方法除考虑生产条件和生产效率外,还应考虑选择熔合比最小的焊接方法。
(2)焊接工艺的一般要求 焊接珠光体钢与奥氏体钢异种接头时,为了降低熔合比,减少焊缝金属被稀释,应采用大坡口、小电流、快速、多层焊等工艺。由于线膨胀系数不同,借助适当的系统设计和接头布置以改变应力分布。长焊缝应分段跳焊。
(3)焊接材料 一般遵循如下原则选择焊接材料:能克服珠光体钢对焊缝金属稀释作用带来的不利影响;抑制碳化物形成元素的不利影响;保证接头使用性能,包括力学性能和综合性能;接头内不产生冷、热裂纹;良好工艺性能和生产效率,尽可能降低成本。
根据焊接接头的预期使用条件,在考虑稀释对焊缝金属成分的影响后,选用合适的填充金属。中温作业,即使用温度低于427℃时,一般不采用奥氏体不锈钢填充金属,而用Ni-Cr-Fe填充金属。多道焊时,根据各焊道稀释的变化,可采用多种填充金属。
采用不锈钢填充金属时,为使珠光体侧焊缝金属中产生奥氏体加铁素体组织,并减小熔合区塑性降低,可在珠光体钢坡口面先用含镍量高的奥氏体焊条堆焊,然后加工,再用含镍量低的奥氏体焊条焊接接头,以提高焊缝金属抗热裂性能,降低焊接成本及改善焊接工艺性。
用于371℃以上的珠光体钢与奥氏体钢异种接头,通常采用镍合金做填充金属。这类填充金属用于在温度周期变化中工作的过渡接头有下列优点:能容许多种母材稀释而不产生对裂纹敏感的组织;对碳的溶解度低,可减少碳从低合金钢迁移到焊缝内部。
当选用的镍合金填充金属(如ERNiCr-3)的线膨胀系数接近于低合金钢(如2.25Cr-1Mo)母材时,焊缝界面处产生的应力比用奥氏体不锈钢填充金属时小得多,同时界面处的金属具有足够的抗氧化能力和高的蠕变断裂强度,可以保证使用中适宜的接头等强性。
(4)焊前预热和焊后热处理 如果被焊异种钢中有一淬硬倾向大的钢,就应进行适当的预热。淬硬倾向大的珠光体钢与奥氏体钢异种接头还需焊后热处理,以防出现淬硬组织,降低焊接残余应力和防止出现冷裂纹。由于上述异种钢接头在熔合区产生脆化和扩散层,尤其在焊接大厚度刚性构件时,焊件在回火处理或以后使用的过程中可能出现熔合区脆断。为此,可用高镍焊条先在珠光体钢坡口面堆焊,然后再焊接。
由于珠光体钢与奥氏体钢线膨胀系数不同,焊后在接头处产生很大的残余应力,可借助适当的系统设计和接头布置以减小作用于接头的外载荷,需要时,可使用过渡层。
奥氏体钢与珠光体钢异种接头焊接时,焊接材料、焊前预热及焊后热处理温度按表2-6-20选取。气体保护焊焊接材料选择见表2-6-21。表2-6-22为Q235与奥氏体不锈钢焊接的焊接方法及焊接材料。
表2-6-20 奥氏体钢与珠光体钢的焊条、预热及焊后热处理温度的选择[2]
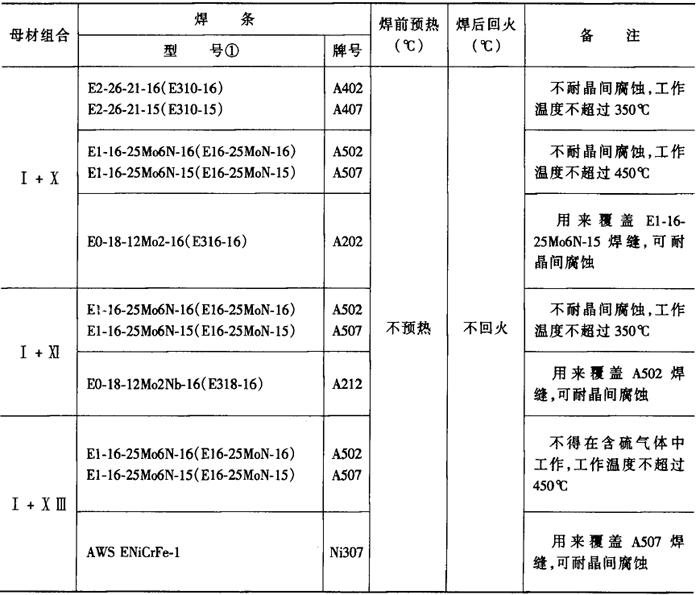



注;①括号内为GB/T983-1995型号。
表2-6-21 奥氏体钢与珠光体钢气体保护焊焊接材料的选择[4]

表2-6-22 Q235+奥氏体不锈钢的焊接方法及焊接材料的选择

注:①括号内为GB/T983-1995型号。