应考虑的工艺参数
书籍:模具工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第416页(360字)
①金属粉末的松装密度见表6.2-19,在小范围内波动,模具结构中应有相应的调节装粉高度的装置。
②压坯的回弹率见表6.2-13。
③烧结收缩率见表6.2-12。
④整形余量及回弹量。四种不同整形方式的整形余量和回弹量见表6.2-14~表6.2-17。
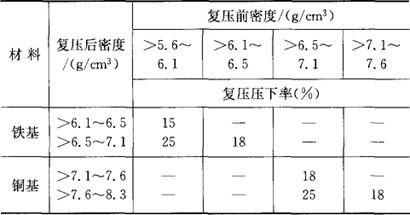
⑤复压装模间隙及压下率(表6.2-23、表6.2-24)
表6.2-23 复压装模间隙 (mm)

表6.2-24 复压压下率
上一篇:模具主要零件的计算
下一篇:模具工简明实用手册目录