电动机绕组的重绕
出处:按学科分类—工业技术 河南科学技术出版社《电工手册》第481页(2359字)
对于烧损的电动机,只有更换线圈,其步骤如下:
1.记录数据
应将铭牌上的各项数据抄下来,并测量铁芯线圈相关数据,如线槽数、线圈数、连接型式、每个线圈的匝数、线圈尺寸、线圈节距、绝缘材料、导线种类、线径等,一一做好记录,作为修复的依据。
2.拆除绕组
注意拆除绕组时,必须保留一个完整的线圈,当作样品作修复依据,绕组拆除后,应认真清除槽内杂物,并修整歪斜的槽齿。
3.绕制线圈
注意新线圈的型式、尺寸、线径必须与原线圈相同,否则,嵌线时将出现困难。
J、J0、J2、JO2系列电动机铁芯和线圈的技术数据见表2-15至表2-18;YX、Y系列见表2-8、表2-10;YR(IP44)、YR(IP23)系列见表2一19、表2-20。
绕制线圈应按旧线圈的尺寸制作模型。常见的几种线圈木模图如图2-20所示。该图各部数据尺寸见表1-15~1-18。
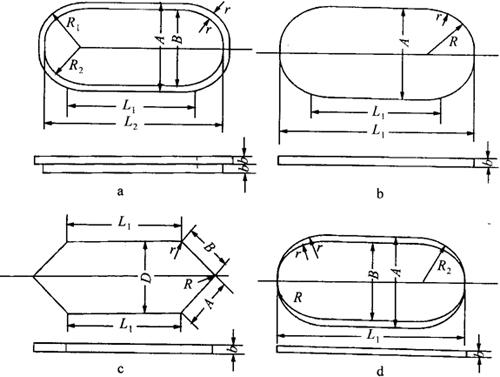
图2-20 J、JO、J2、JO2系列电动机定子线圈木模图
a.单层同心式 b.双叠式 c.单层链式 d.单层交叉式
4.放定子槽绝缘
新放的绝缘材料的形状规格应与原来拆除的相同。电机常用电磁线和绝缘材料见表2-27、表2-28。
表2-27 电机常用电磁线和绝缘材料
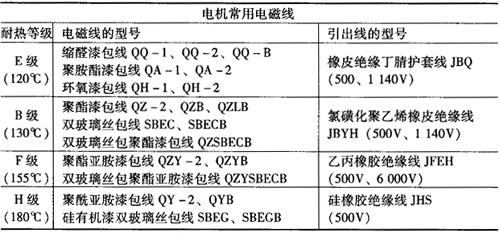

表2-28 电机绕组常用表面覆盖漆和浸渍漆


5.下线(嵌放)
将线圈的一边散开,两手拿着线圈,顺着线槽下线(如图2-21)。下线时不要损坏导线绝缘,要使用特制的“滑线板”和“压线刀”将导线排列整齐,并压紧,最后打入槽楔。

图2-21 嵌放线圈
嵌放双层绕组时,先将线圈的一个边嵌入槽中,线圈的另一个边暂时留在槽外,依次进行,直到某个槽内的下层已经先有线圈的一个边占据时,再将后放的线圈的上层边压入。
槽内上下层线圈间的绝缘,也要和原来的一样。
线圈下好后,就可连接端部线头。如果一个极相组是一并绕成的,则每个极相组就只有两个头。根据不同的要求,把各极相组连接成星形或三角形。
在进行一个极下某相绕组与另一个极下该相绕组的连接时,要注意电流的方向。如一台电动机的极相组数等于磁极数乘相数的一半时,相邻两极相组的电流方向相同,即各组线圈的头接尾,尾接头。如极相组数等于磁极数乘相数时,相邻两极相组的电流方向相反,即各组线圈头接头,尾接尾。
电动机的尾线(引出线)截面,要按电动机的额定电流进行选择(表2-21)。
三相绕组接法的简化图,见图2-22~图2-25。
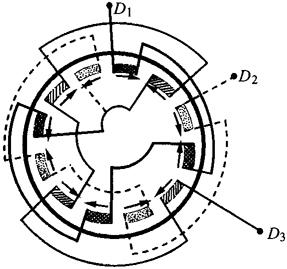
图2-22 四极一路星形接法简化图

图2-23 四极一路三角形接法简化图

图2-24 四极二路星形接法简化图

图2-25 四极二路三角形接法简化图
端部引线连好后,要检查线圈有无反接、断线、短路、接地等故障。
检查线圈是否反接,可将低压直流电源分别加入各相绕组,用指南针在定子铁芯槽上逐槽慢慢移动。如果接线正确,指南针经过每个极相组时都交替反向。否则,说明接反了。如果指南针在极相组的几个线圈上指针不固定,则该极相组有反接的线圈。检查出来后,要加以改正。
检查断线、短路、接地的方法见2.3.2。
线头连接要牢固。连接前,先套入玻璃丝漆管或黄蜡管,清除焊口的导线漆皮或棉纱,并打磨干净,再将焊口线头扭紧用焊锡焊好,然后包扎白布带或绝缘漆布,最后套上玻璃丝漆管或黄蜡管。
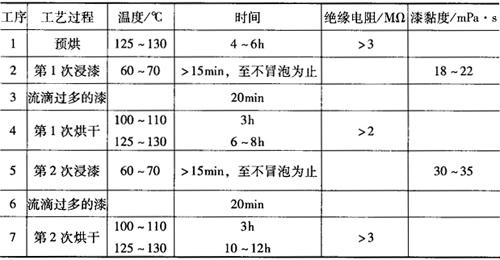
6.绕组的浸漆与烘干
为了保证绕组绝缘处理的质量,应注意所选用的绝缘漆是否合适,电动机常用浸渍绝缘漆参照表2-28,浸漆与烘干工艺过程是否合理,应严格控制工艺控制。常用的E级绝缘绕组浸漆与烘干工艺过程列于表2-29。表中所列工艺参数适用与绕组浸渍1032三聚氰胺醇酸树脂绝缘漆。
表2-29 E级绝缘绕组浸漆与烘干工艺过程