焊条的分类、型号及牌号
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第20页(2625字)
焊条可根据国家标准规定(按化学成分分类)或原机械工业部编制的《焊接材料产品样本》规定(按用途分类)分成两类,前者用型号表示,后者用商业牌号表示,见表2.1-1。
表2.1-1 焊条分类及其代号


(一)焊条型号的编制方法
1.碳钢焊条型号的表示方法(GB/T 5117-1995)

表2.1-2 碳钢焊条型号中第三、四位数字含义

2.低合金钢焊条型号的表示方法(GB/T 5118-1995)

表2.1-3 低合金钢焊条中第三、四位数字含义

3.不锈钢焊条型号的表示方法(GB/T 983-1995)

表2.1-4 不锈钢焊条药皮类型、焊接电流种类及焊接位置代号

注:直径≥5mm焊条不推荐全位置焊接。
1.铸铁焊条型号的表示方法(GB/T 10044-1988)

表2.1-5 铸铁焊条金属类型代号

5.堆焊焊条型号的表示方法(GB/T 984-2001)

表2.1-6 堆焊焊条药皮类型、焊接电流种类

表2.1-7 堆焊焊条型号分类


6.铜及铜合金焊条型号的表示方法(GB/T 3670-1995)

表2.1-8所列为铜及铜金焊条型号及化学成分。
表2.1-8 铜及铜合金型号及熔敷金属化学成分(质量分数)组成类型

7.铝及铝合金焊条型号的表示方法(GB 3669-2001)

表2.1-9所列铝及铝合金型号含义。
表2.1-9 铝及铝合金型号

(二)焊条牌号的编制方法
1.结构钢焊条(碳钢及低合金钢焊条)牌号的表示方法

表2.1-10 结构钢焊条牌号后面加注字母符号含义

表2.1-11 结构钢焊条牌号中的药皮类型和电源种类


注:其他牌号焊条药皮类型和电源种类表示方法相同。
2.钼和铬钼耐热钢焊条牌号的表示方法

表2.1-12 牌号与焊缝金属化学成分

3.低温钢焊条牌号的表示方法

表2.1-13 牌号与低温钢焊条工作温度

4.不锈钢焊条牌号的表示方法

表2.1-14 牌号与焊缝金属化学成分等级

5.堆焊焊条牌号的表示方法

表2.1-15 牌号与堆焊焊条的用途或焊缝金属化学成分


6.铸铁焊条牌号的表示方法

表2.1-16 牌号与焊缝金属化学成分

7.镍及镍合金焊条牌号的表示方法

表2.1-17 牌号与焊缝金属化学成分

8.铜及铜合金焊条牌号的表示方法

表2.1-18 牌号与焊缝金属化学成分

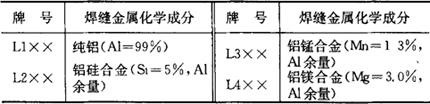
9.铝及铝合金焊条牌号的表示方法

表2.1-19 牌号与焊缝金属化学成分
10.特殊用途焊条牌号的表示方法

表2.1-20 牌号与焊条用途
